**Optimize Your Heat Transfer with Our Spiral Winding Heat Exchanger!**
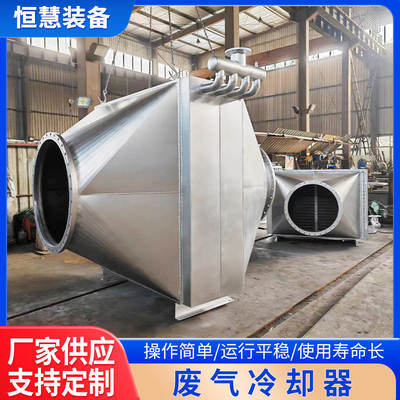
Maximize your energy efficiency with the Factory waste heat recovery device. This advanced heat exchanger is designed to recover waste heat from flue gas, providing a cost-effective solution for energy recovery. Its complete specifications ensure compatibility with a wide range of industrial applications.
The Factory waste heat recovery device is built for performance and efficiency. Its heat recovery boiler and economizer design ensure maximum energy savings, making it an essential component for any industrial operation. Upgrade your energy recovery system today and reduce your operational costs.
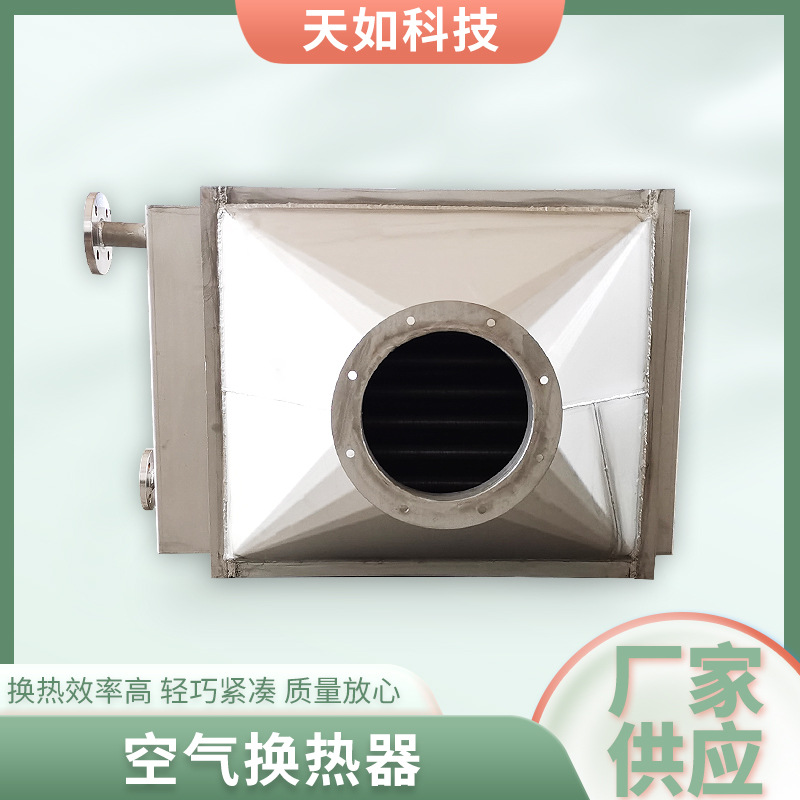
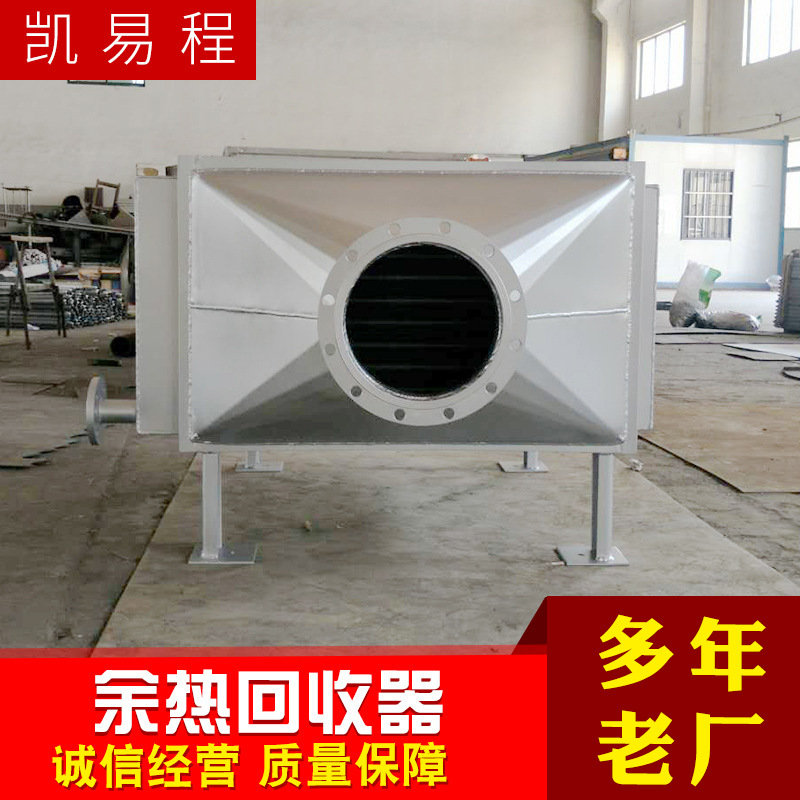
Introducing the Air Heat Exchanger, a high-efficiency solution for exhaust gas cooling and heat energy saving. This stainless steel water cooler is designed for optimal performance in industrial settings.
Our heat exchanger features a robust construction that ensures durability and long-term performance. Ideal for industries requiring efficient heat recovery, this air preheater is a smart investment for energy-saving and environmental sustainability.

Introducing the Supply CAT Carter E320B Heightened Water Tank - a high-performance excavator engine radiator designed for superior cooling and durability. This radiator is engineered to handle the demands of heavy-duty excavator operations, ensuring optimal performance and longevity. Its robust construction and efficient design make it an essential component for your excavator's cooling system.
Enhance your excavator's cooling system with the Supply CAT Carter E320B Heightened Water Tank. This high-performance engine radiator is built to withstand the rigors of heavy-duty operations, providing reliable cooling and durability. Its efficient design ensures optimal performance, while its robust construction guarantees long-term reliability. Invest in the Supply CAT Carter E320B Heightened Water Tank for superior excavator cooling.